In the demanding world of industrial automation, precision, reliability, and durability are non-negotiable. The quest for a sensing component that consistently delivers under harsh conditions ends with the ML100-8-1000-RT/103/115b photoelectric switch. This device represents a significant leap forward in object detection technology, engineered to meet the rigorous standards of modern manufacturing, packaging, and material handling systems.
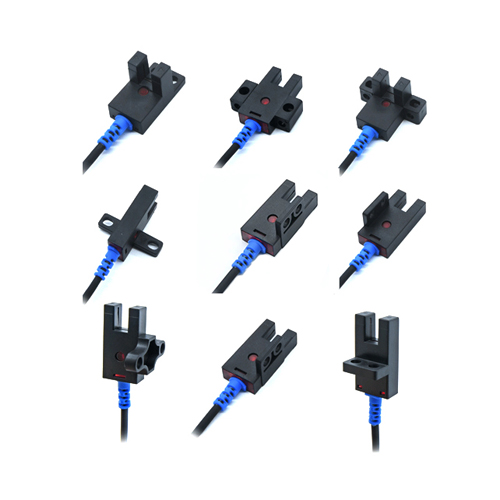
At its core, the ML100-8-1000-RT/103/115b is a through-beam photoelectric sensor. This design features a separate transmitter and receiver unit. The transmitter emits a focused beam of light, which is then captured by the opposing receiver. When an object passes between these two units, it interrupts the light beam, triggering a precise detection signal. This method is renowned for its exceptional sensing range and high immunity to environmental interference, such as dust, steam, or target object color and surface finish. The "1000" in its model number signifies its impressive 1000mm (1-meter) operating range, making it ideal for applications requiring detection across conveyors or through larger openings.
The designation "RT/103/115b" provides critical insights into its configuration and electrical characteristics. It indicates specific wiring and output configurations tailored for seamless integration into various control systems. The robust housing is typically designed to meet IP67 protection ratings, ensuring complete defense against dust ingress and the ability to withstand temporary immersion in water. This makes the ML100-8-1000-RT/103/115b perfectly suited for wash-down environments in food and beverage processing or outdoor applications where exposure to the elements is a concern.
Performance is where this photoelectric switch truly excels. It offers a fast response time, capable of detecting objects on high-speed production lines without missing a beat. The stability of its modulated infrared LED light source prevents crosstalk from other optical sensors and is largely unaffected by ambient light, guaranteeing consistent operation under factory lighting. Its high switching capacity allows it to interface directly with programmable logic controllers (PLCs), relays, and other industrial control hardware without the need for additional amplifiers in most cases.
Practical applications for the ML100-8-1000-RT/103/115b are vast and varied. In automotive assembly, it can be used to verify the presence of components on a moving line. Within the packaging industry, it ensures correct carton counting and jam detection. On bulk material handling conveyors, it monitors the passage of items and can trigger sorting mechanisms. Its through-beam principle is particularly effective for detecting transparent objects like glass or plastic bottles, a task where diffuse reflective sensors often struggle.
Installation and alignment, sometimes a challenge with through-beam sensors, are simplified with this model. Many variants come equipped with alignment indicators, such as visual or audible signals, that confirm proper beam reception during setup. The sturdy mounting brackets and precise threading allow for secure and fine-tuned positioning, minimizing maintenance downtime.
Choosing the ML100-8-1000-RT/103/115b photoelectric switch is an investment in operational continuity. It reduces false triggers, minimizes production stoppages, and enhances overall system intelligence. For engineers and system integrators, it provides a dependable, off-the-shelf solution that delivers long-term value, outperforming less specialized sensors in accuracy and resilience. In an era where efficiency dictates profitability, incorporating such a precise and robust detection tool is not just an upgrade—it's a strategic necessity for any operation aiming for peak performance and minimal unplanned downtime.